
E312-16
ISO E27.8MoMnRB26
ГОСТ 9466-75, ТУ 14-4-320-73
AWS A5.4 E312-16
Сварочный электрод E312-16 представляет собой электрод для сварки двухфазной стали с известково-титановым покрытием. Благодаря 40%-му содержанию феррита в данном наплавочном материале, он обеспечивает высокую трещиностойкость и свариваемость. Этот вид электрода применяется для сварки высокоуглеродистой стали, инструментальной стали, высокотемпературной стали, броневой стали, разнородных сталей и т.д.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
|
C |
Mn |
Si |
Ni |
Cr |
S |
P |
|
0.10 |
1.0 |
0.85 |
10.00 |
28.5 |
0.010 |
0.030 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
Временное сопротивление sв, МПа |
Относительное удлинение d5, % |
|
760 |
29 |
Геометрические размеры и сила тока при сварке
|
Диаметр, мм |
Длина, мм |
Ток, А |
|
2.5 |
300 |
60 – 90 |
|
3.2 |
350 |
80 – 130 |
|
4.0 |
350 |
130-170 |
|
5.0 |
350 |
180-210 |
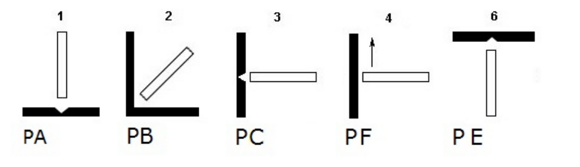
Пространственные положения сварки
Упаковка VAC PAC- 5кг. Коробка 20кг.
При необходимости повторная прокалка 1ч.При t-300-330°C
сварочные материалы”