
E318-16
ISO: E 19.12.2 Nb R 26
AWS / SFA 5.4 : E318-16
DIN EN 1600 E 19 12 3 Nb R 12
E318-16-электрод с рутилово-основным покрытием для сварки коррозионностойких аустенитных Cr-Ni-Mo стабилизированных Nb и (или) Ti сталей с особо низким содержанием углерода. Стойкость к межкристаллитной коррозии при температурах до 400°C.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА , %
|
C |
Mn |
Si |
Ni |
Nb |
Mo |
S |
P |
Cu |
|
0.043 |
1.35 |
0.41 |
12.10 |
0.69 |
2.42 |
0.009 |
0.020 |
0.19 |
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
Временное сопротивление sв, МПа |
Относительное удлинение d5, % |
|
610 |
38 |
Геометрические размеры и сила тока при сварке
|
Диаметр, мм |
Длина, мм |
Ток, А |
|
2.5 |
300 |
50 – 80 |
|
3.2 |
350 |
80 – 110 |
|
4.0 |
350 |
110-180 |
|
5.0 |
350 |
160-200 |
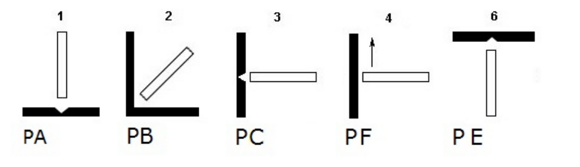
Пространственные положения сварки
Упаковка VAC PAC- 5кг. Коробка 20кг.
При необходимости повторная прокалка 1ч.При t-250-280°C
сварочные материалы”